A blade profile looks small on paper. In production, it changes grinding, tip strength, handle fit, packaging, and customer trust.
Buyers should choose drop point, clip point, or pinch-point blade profiles by matching target market, product function, tip geometry, steel, grind, handle structure, packaging language, and QC limits. The best profile is the one that looks right, works right, and repeats well in mass production.
Quick buyer brief:
- Answer: Match blade profile to market role, manufacturability, and QC control.
- Buyer context: This helps knife brands, importers, distributors, and private label buyers brief OEM/ODM factories.
- Key checks: Profile drawing, blade steel, tip thickness, grind, handle fit, lock type, finish, packaging, and inspection limits.
Have a knife or multi-tool project in mind?
Send your sketch, CAD file, sample photo, or product idea. Vast State can review manufacturability, suggest materials, estimate MOQ, and prepare a quote for your OEM/ODM project.
When I review a folding knife project, I do not treat the blade profile as decoration. The profile affects how the blade is cut, ground, heat treated, finished, assembled, explained, and inspected. A drop point can feel practical and stable. A clip point can create a more classic fine-point look. A pinch-point or modified point can help a private label line stand out, but it must be defined clearly. For B2B buyers, the right shape is not the most dramatic one. It is the profile that fits the sales channel, price range, structure, and repeat order plan.
Why Does Blade Profile Decide More Than Appearance?
Blade profile is easy to underestimate. If buyers choose only by catalog photos, the product may miss its real market role.
Blade profile decides more than appearance because it affects tip support, cutting curve, grinding process, handle clearance, brand style, packaging claims, and inspection standards.

I Connect Shape With Production Reality
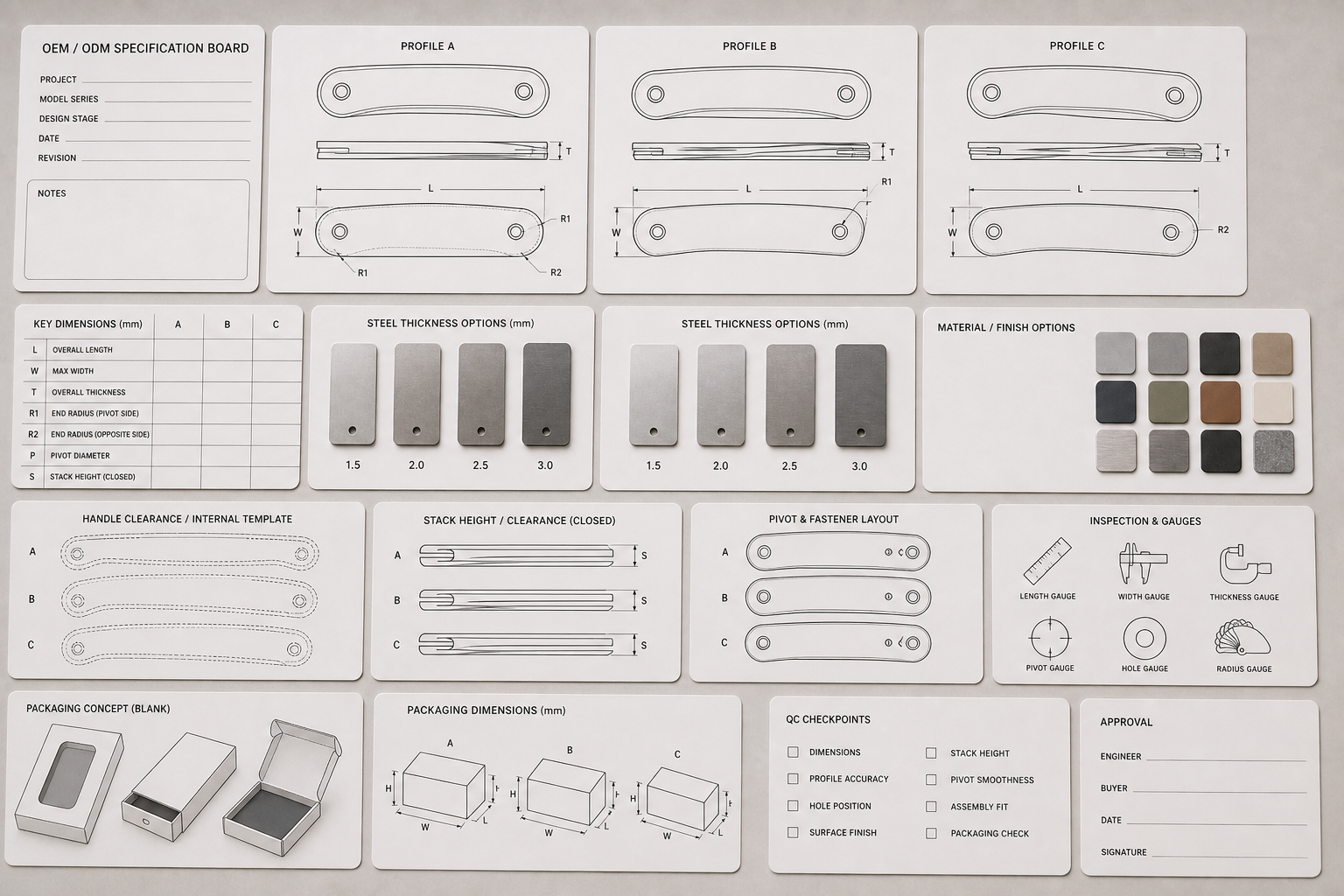
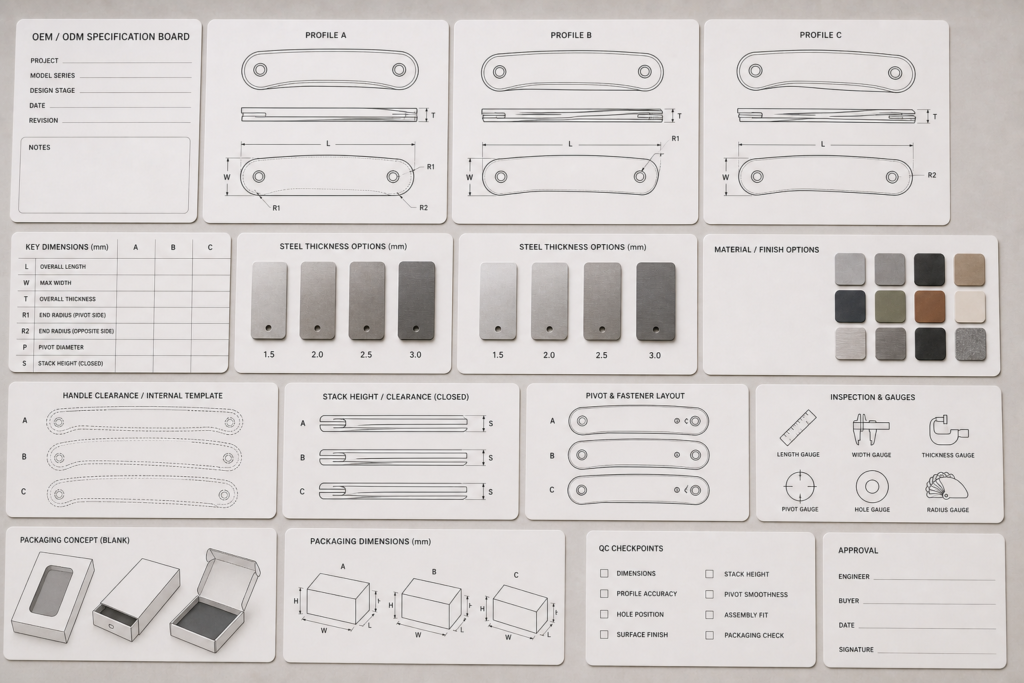
In product development, blade profile is a chain of choices. The spine curve affects the tip area. The edge curve affects cutting feel and sharpening plan. The point position affects how the blade closes into the handle. The surface transitions affect grinding time and finish consistency. This is why I ask for a real drawing early. A photo reference helps, but a drawing with blade length, blade height, spine curve, edge curve, tip thickness, pivot hole, and stop area is much better.
The profile also changes cost. A simple shape may be easier to cut and grind. A profile with swedges, long curves, or narrow details may need more hand control. If the buyer wants repeat orders, the approved shape should become a measurable standard. The factory should not rely on memory or a nickname.
| Profile decision | Production effect | Buyer takeaway |
|---|---|---|
| Spine shape | Changes tip support and grind work | Approve a dimensioned drawing |
| Edge curve | Changes cutting feel and sharpening plan | Match curve to product role |
| Tip position | Changes appearance and handle clearance | Check open and closed layouts |
| Surface details | Add finish and inspection complexity | Decide if the cost is justified |
OEM/ODM RFQ Checklist
Prepare these details to help Vast State review your project and provide a more accurate quotation.
| RFQ Field | What to Prepare |
|---|---|
| Project type | OEM from drawing / ODM private label / wholesale catalog |
| Product category | Folding knife / fixed blade / multi-tool / outdoor tool |
| Design status | Idea / sketch / 2D drawing / 3D CAD / physical sample |
| Target price | Ex-factory target price or retail price range |
| MOQ expectation | 500 / 1,000 / 3,000 / 5,000+ pcs |
| Logo method | Laser engraving / etching / printing / molded logo |
| Packaging | Standard packaging / custom retail box / Amazon-ready |
| Market | USA / EU / Japan / Korea / Middle East / other |
| Compliance needs | Buyer-specified testing / documentation / labeling |
| Timeline | Sample deadline / mass production deadline |
When Is A Drop Point The Safer OEM/ODM Choice?
Some blade shapes look more dramatic. But many practical product lines need broad appeal and easier repeat production.
A drop point is often the safer OEM/ODM choice when buyers want an all-purpose outdoor, work, or EDC folding knife with a balanced look and stronger tip support.

I Use Drop Point For Practical Market Fit
Drop point is popular because many buyers understand it quickly. The spine slopes toward the tip, and the shape often creates a broad working curve. An industry glossary from Boker describes drop point as a common blade type with a lowered point and a wider tip than clip point. I use that only as terminology context. In factory work, I focus on what the shape means for the order.
A drop point can support a practical EDC folder, outdoor knife, work knife, or private label utility line. It also pairs well with many handle styles. A buyer can make it modern, classic, budget-friendly, or mid-range through steel, handle material, finish, and packaging. The risk is making it too generic. If the buyer wants stronger brand identity, I often suggest subtle changes in handle contour, finish contrast, clip style, or packaging story instead of overcomplicating the blade.
| Drop point factor | Why it helps | What to control |
|---|---|---|
| Broad market fit | Works for many EDC and outdoor lines | Avoid a generic look |
| Supported tip area | Feels practical and stable | Measure tip thickness |
| Simple profile | Can reduce process risk | Control grind symmetry |
| Flexible style | Matches many handle materials | Align finish and packaging |
When Does A Clip Point Fit A Product Line?
A clip point can make a knife look classic and sharper in character. It also needs careful tip and grind control.
A clip point fits a product line when the buyer wants a classic, fine-point visual style and accepts the extra attention needed for tip geometry, swedge design, and profile consistency.

I Treat Clip Point As A Visual Promise
Clip point has a distinct character. The forward part of the spine appears cut away, so the tip area looks finer. A neutral clip point terminology reference explains that the clipped area can be straight or concave. In OEM discussion, I translate that into manufacturing language. How long is the clip area? Is there a swedge? How thick should the tip remain? How should the blade close into the handle?
Clip point can work well for a product line that wants a classic outdoor look, a heritage-style folder, or a more detailed visual profile. It can also become less forgiving than a simple drop point if the tip becomes too thin or the grind is inconsistent. I ask buyers to approve the side-view drawing and, when needed, a cross-section expectation. This protects appearance, production yield, and repeat order consistency.
| Clip point decision | Design effect | Production focus |
|---|---|---|
| Clip length | Changes classic or modern feeling | Fix the curve in the drawing |
| Tip thickness | Changes durability perception | Set minimum thickness target |
| Swedge detail | Adds visual character | Control grinding and finish marks |
| Handle clearance | Affects closed position | Check blade path in CAD |
How Should Buyers Define A Pinch-Point Or Modified Point?
Some buyer terms are not standard. If the term is unclear, the factory may build a different shape from what the buyer imagined.
Buyers should define a pinch-point or modified point with drawings, reference photos, measurements, and acceptance limits. The name matters less than the geometry.

I Do Not Let A Nickname Control The Drawing
Pinch-point is not a universal blade-profile term in the same way that drop point or clip point is commonly used. When a buyer uses this type of term, I treat it as shorthand for a modified point that needs definition. Maybe the buyer means a narrow centered point. Maybe the buyer means a profile between drop point and spear-like geometry. Maybe the buyer means a pinched spine transition near the tip. I do not guess.
This matters most in ODM work. A unique blade shape can help a private label product stand out, but it creates more responsibility. The factory must know the blade height, spine curve, edge curve, tip thickness, grind line, swedge shape, pivot location, stop area, and handle clearance. I also like to give the profile an internal code, such as "VS-EDC-01 modified point." That code makes future repeat orders clearer.
| Definition item | Why it matters | Practical method |
|---|---|---|
| Side outline | Prevents profile confusion | Use CAD or dimensioned drawing |
| Tip geometry | Controls strength and appearance | Set minimum thickness and radius |
| Grind line | Controls visual consistency | Approve sample under good lighting |
| Project naming | Prevents term confusion | Use an internal profile code |
How Do Blade Profiles Affect Grinding And Heat Treatment?
The profile is not only cut from steel. It must survive grinding, heat treatment, finishing, and sharpening without losing consistency.
Blade profiles affect grinding and heat treatment because tip geometry, bevel length, steel thickness, and surface area change heat control, warping risk, finish work, and inspection needs.

I Check The Thin Areas First
Blade profiles with thin tips, long swedges, or narrow transitions need careful process planning. Cutting the blank is only the beginning. The blade still needs hole processing, bevel grinding, surface preparation, heat treatment, finishing, sharpening, and assembly. A profile with more thin areas can be more sensitive to heat and warping. A profile with a long bevel may also need more visual control.
Material choice matters here. Alleima's knife steel hardening guide explains that hardening and tempering are matched to steel grade and required hardness. The Alleima 14C28N page also gives context for knife steel performance. I use sources like these to remind buyers that blade profile and steel choice should be discussed together. A fine profile with the wrong steel, wrong heat treatment, or poor grinding control can create unstable results. For B2B orders, stable process is more important than a dramatic sample.
| Process step | Profile influence | Control point |
|---|---|---|
| Blank cutting | Shape accuracy starts here | Check outline and holes |
| Bevel grinding | Curve and tip affect grind time | Control symmetry and heat |
| Heat treatment | Thin areas need attention | Check warping and hardness |
| Finish and sharpening | Profile affects visual line | Compare with approved sample |
What Handle And Lock Choices Should Match The Blade Profile?
A blade can look right alone but fail inside the handle. Folding knife design must work as a whole system.
Handle and lock choices should match blade profile by supporting closed-blade clearance, opening path, stop position, lock engagement, screw placement, and user feeling.

I Test The Blade Inside The Handle
A folding knife blade profile must close into the handle safely and cleanly. The tip area needs clearance. The edge needs space. The stop pin area must hold the open and closed positions. The lock face must engage correctly. The pivot hole must be precise. A profile that looks excellent on paper can become difficult if the handle is too slim or the lock geometry does not match.
This is where OEM/ODM engineering support helps. A drop point may allow more straightforward handle design. A clip point may need closer review at the tip when closed. A modified point may require a custom handle cavity and careful stop-pin position. Lock type also matters. A liner lock, back lock, button lock, or crossbar-style lock each has a different relationship with the blade tang. I prefer to review blade and handle together in CAD and confirm with prototypes.
| Matching area | What I check | Why it matters |
|---|---|---|
| Closed clearance | Tip, edge, and handle cavity | Prevents rubbing and misfit |
| Lock geometry | Tang and lock contact | Supports stable function |
| Pivot location | Blade path and centering | Protects smooth assembly |
| Handle style | Shape, weight, and grip | Matches product positioning |
How Should Packaging Explain Blade Profile Without Overclaiming?
Packaging can turn a useful shape into a confusing story. Too much hype can create the wrong expectation.
Packaging should explain blade profile with simple functional language, material facts, dimensions, care notes, and intended product category. Buyers should avoid exaggerated claims.

I Keep The Product Story Practical
A blade profile can be part of the product story, but packaging should stay practical. I prefer wording such as "drop point utility profile," "clip point style blade," or "modified point profile" when those terms match the approved drawing. The package can explain blade steel, handle material, lock type, finish, and care. It should not promise performance that the design, steel, or testing does not support.
Packaging also has to protect the product. A knife with a fine tip or special finish needs secure inner support. The insert should reduce movement. The box should protect the finish. The outer carton should survive normal transport conditions. ISO publishes ISO 4180, which covers general rules for performance test schedules for complete filled transport packages. I use it as support for planned packaging review, not as a simple pass-or-fail claim for every shipment.
| Packaging point | What it should do | What to avoid |
|---|---|---|
| Blade profile wording | Explain shape clearly | Overstated claims |
| Material facts | Support buyer trust | Unsupported steel claims |
| Inner support | Protect blade and finish | Loose movement in box |
| Carton plan | Protect during shipment | Weak outer packing |
What QC Checks Protect The Final Blade Profile?
One approved sample is not enough. Profile drift, uneven grind, and finish changes can hurt a full production batch.
QC should protect the final blade profile by checking outline, tip thickness, bevel symmetry, hole positions, hardness, finish, closed clearance, lock function, and packaging version.

I Inspect The Profile As A Controlled Feature
The obvious topic is blade shape. In production, the important topic is control. The approved profile should become a measurable feature. I check blade length, blade height, tip thickness, hole positions, bevel symmetry, spine line, edge curve, and surface finish. I also check how the blade sits inside the handle. If the profile changes slightly, the product may still function, but the brand look may change.
Hardness is another quality point when the buyer gives a steel and heat treatment requirement. The NIST Rockwell hardness guide supports the idea that hardness measurement is a controlled practice, not just a casual number. ISO 9001 gives a useful framework for documented processes and customer requirements. I apply that mindset by keeping approved samples, inspection sheets, and version records. This helps repeat orders match the first approved batch.
| QC checkpoint | What I measure or compare | Why it matters |
|---|---|---|
| Profile outline | Length, height, spine, edge curve | Protects visual identity |
| Tip thickness | Minimum target and consistency | Protects design intent |
| Grind symmetry | Bevel line and surface marks | Protects appearance and function |
| Assembly fit | Clearance, centering, lock | Protects final user feeling |
What RFQ Details Help Buyers Choose The Right Profile?
A profile name alone is not enough. The factory needs a real product brief to build the right blade.
Buyers should include target market, profile drawing, blade length, steel, thickness, grind, handle style, lock type, finish, packaging, target price, MOQ, and QC limits in the RFQ.

I Ask Buyers To Brief The Profile, Not Just Name It
The RFQ should turn the profile choice into production instructions. If the buyer wants drop point, I still need the exact outline. If the buyer wants clip point, I need the clip length, tip thickness, and swedge expectation. If the buyer says pinch-point, I need a drawing or reference because the term can mean different things. A profile name is a start. A dimensioned drawing is a manufacturing tool.
The RFQ should also include target market, retail position, target price, MOQ, blade steel, blade thickness, grind type, handle material, lock type, finish, logo method, packaging, and inspection limits. If the product will be exported, the buyer and broker should also confirm classification and local requirements. Good RFQ details help Vast State quote honestly, sample faster, and control production better.
| RFQ field | Why it matters | Better buyer input |
|---|---|---|
| Profile drawing | Prevents shape misunderstanding | CAD, sketch, or approved reference |
| Steel and thickness | Affects grind and strength | Grade, thickness, hardness target |
| Handle and lock | Controls folding structure | Handle layout and lock choice |
| QC limits | Protects repeat production | Profile, grind, fit, finish, packaging |
Turn your idea into a quote-ready knife project.
Share your drawing, sample photo, target quantity, market, and packaging needs. Vast State will review manufacturability and prepare OEM/ODM options.
Conclusion
I choose blade profiles by connecting market purpose, geometry, steel, grinding, handle fit, packaging, and QC into one production plan.
Source Notes
- Boker drop point glossary gives industry terminology context for drop point shape and common use.
- Clip point terminology reference provides general context for clip point profile language, but it is not an OEM manufacturing standard.
- Alleima 14C28N knife steel supports the need to connect blade steel with performance expectations.
- Alleima hardening and tempering guide supports the link between steel grade, heat treatment, and hardness.
- NIST Rockwell hardness guide supports treating hardness as a controlled measurement point.
- ISO 4180 supports planning transport package performance checks.
- ISO 9001 supports documented quality management and customer-requirement control.
- UNSD HS 8211 classification detail gives customs classification context for knives with cutting blades.


